腾飞机械 工业球磨机大齿圈、小齿轮讲解加工工艺
大型齿轮传动在现代机器和仪器中的应用极为广泛,其功用是按规定的速比传递运动和动力。大型齿轮的结构由于使用要求不同而具有各种不同的形状,但从工艺角度可将齿轮看成是由齿圈和轮体两部分构成。按照齿圈上轮齿的分布形式,可分为直齿、斜齿、人字齿等; 在上述各种齿轮中,以盘形齿轮应用最广。 球磨机大齿轮就选用盘型齿轮。
球磨机大齿轮,一般负荷比较大。一般要求齿轮表层硬度要高,而内层则硬度适中、抗应力性强。 比较适合球磨机大齿轮的淬火方式是火焰淬火。
火焰淬火是一种用乙炔一氧火焰(最高温度达3100℃)或煤气一氧火焰(最高温度达2000℃)将工件表面快速加热,随后喷液(水或有机冷却液)冷却的一种表面淬火方法。一般常用乙炔-氧火焰表面淬火。用气体燃料燃烧时产生的火焰将工件表层加热到淬火温度,随后快速冷却的热处理方法。火焰淬火可获得高硬度的表层和有利的内应力分布,提高工件的耐磨性和疲劳强度。
渗碳大齿轮表面适当的硬度为HRC62-63、即锉刀锉不动。用锉刀检查软点和局部脱碳是很方便的。此外,用锉刀锉时还能顾及表面残留奥氏体量,硬度低时,用锉刀能锉动,表示残留奥氏体多,如果进行冷处理,硬度就提高。为了防止胶合和提高耐磨性,硬度应大于HRC60。为此,在150℃以下回火(一般情况下在180℃回火)。回火温度低时,必须注意磨削裂纹的产生。大型齿轮大多在190-200℃回火,硬度HRC55,虽然磨损较大,然而由于齿轮接触面变宽,使载荷均与分布,运转时的噪音就小。
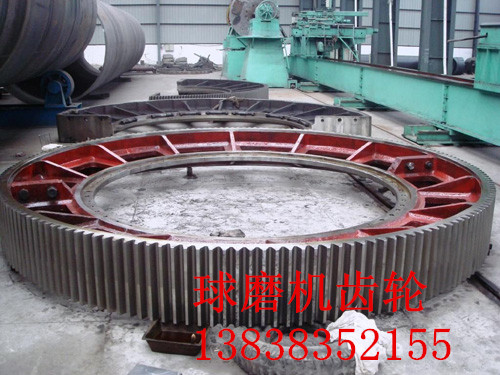
球磨机大齿圈安装:球磨机大齿圈边缘传动的球磨机有大齿圈,大齿圈形大体重,一般都是由两半齿圈组合而成,这样便于拆装。齿圈齿数为偶数,且开口要在齿槽上,两半齿圈要准确吻合。
球磨机大齿圈安装:大齿圈的安装方式,普遍采用的是用螺栓将齿圈固定到筒体或端盖法兰上。有的是用一排螺栓固定磨头端盖、筒体法兰和大齿圈法兰。三者共用一排螺栓,检修大齿圈时拆卸不方便。这种结构适用于中小型球磨机。有的是用两排螺栓将端盖和齿圈分别固定在筒体法兰盘的同一侧。它加大了齿圈外廓尺寸,这种结构适用于大型球磨机。
球磨机大齿轮材料选择:边缘传动大小齿轮的破坏,主要是由于齿面的磨损及弯曲折断。因此,要求齿轮材质具有足够的强度、较高的耐磨性和良好的加工性。目前大齿圈的材料一般采用ZG270~500、ZG310~570,但在加工前须经正火处理,使硬度降为HB170~200。小齿轮采用35SiMn、45MnB、40Cr等材料,经过调质处理,其硬度可达HB220~250。
3、球磨机大齿轮的润滑:a、油泵喷油润滑(稀油集中润滑)稀油集中润滑是由油泵、阀门、油管和喷油嘴等组成,齿轮罩底部兼作油箱使用。b、大齿圈带油润滑,实践证明这种润滑方式效果最差。c、油轮带油润滑,油轮带没润克服了大齿圈带油润滑的弊病,所以得到了应用。
河南腾飞机械设备有限公司主要生产各种鄂式破碎机耐磨件:边护板、齿板、肘板、鄂板、牙板、胀紧套、鄂体、动鄂板、定鄂板、飞轮、偏心轴、弹簧座、调整座、拉丝-顶丝-拉杆、肘板垫、压块、机壳、三角带、调隙螺杆、大皮带轮、压头、推力板、端盖、主轴等易损件产品。
圆锥破碎机耐磨配件:破碎壁、轧臼壁、碗型轴承、铜套、伞齿轮、主轴、机伞、轴承座、定锥、动锥、分料盘、锁紧螺母、切割环、调整座、圆锥头、躯体、动锥总成、定锥总成、偏心轴套、支撑套等易损件产品。
球磨机耐磨配件:筒体衬板,端衬板、钢球;
反击破碎机耐磨配件:反击破板锤、反击破衬板、反击衬板、反击破方钢、反击破压紧块、螺栓、锁紧块、涨紧套、锤头、反击块等易损件产品。
锤式破碎机耐磨件:转子、锤头、衬板、篦板、顶护板、锤盘、筛板、封头、迷宫盖、耐磨堆焊、端盘、锤轴、主轴、飞轮、轴承、轴承座等合金耐磨铸件。
对辊式破碎机配件:辊皮、轴承盒、压环、减速机、齿辊、齿板、对辊、齿轮、牙板、减速机齿轮、对辊减速机轴、压环、轴承压盖、轴承座、皮带涨紧轮、调整丝杆等易损件产品。
破碎机配件系列:齿板、边护板、压块、压头、推力板、端盖、主轴、动颚、机壳等等。
河南省腾飞机械设备有限公司
网址http://www.hntengfei.com
手机 13838352155
咨询电话0371-64126985